Conveyors AND Automation
We ensure smooth operations with expert consultation, installation and commissioning, along with comprehensive aftersales support and customer training for all conveyor belt and roller conveyor systems.

CONVEYING SYSTEM
A conveyor is a system used to transport materials efficiently, widely utilized in industries like manufacturing, logistics,
and warehousing. Different types, such as belt, roller, and chain conveyors, are designed for various tasks.
Conveyors help
automate processes, reduce manual labor, and improve productivity—essential components for modern industrial operations.
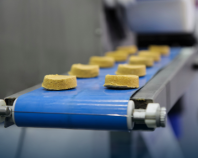
BELT CONVEYORS
Belt conveyors efficiently transport products and include options like curved and straight PVC belt conveyors. The PVC curved
belt conveyor navigates bends smoothly, making it ideal for industries like food, electronics, and automation.
These conveyors
are durable and reliable, featuring advanced technology for versatile material handling.

SLAT CHAIN CONVEYORS
Slat chain conveyors use one or more endless chains with horizontal slats attached, forming a moving support for transporting goods. Known for their speed and efficiency, they are ideal for heavy or bulky items and are commonly used in industries like manufacturing, packaging, and bottling for smooth, continuous movement.

BUCKET ELEVATORS
Bucket elevators use endless chains or belts with attached buckets to transport bulk materials along horizontal, inclined, or
vertical paths.
The buckets remain upright during transport and are tipped to discharge material using various mechanisms.
These systems are ideal for moving bulk items efficiently in industries like mining, agriculture, and manufacturing.


MODULAR BELT CONVEYORS
Modular belt conveyors are ideal for transporting granular materials like chips, sweets, vegetables, and frozen foods. With both straight and curved options, they offer strength, durability, and easy installation. Unlike traditional belt conveyors, they require zero maintenance, making them highly efficient. Commonly used in the food & beverage industries, they feature individual plastic modules linked with rods, providing flexibility and longevity. Stainless steel components offer high temperature and corrosion resistance, making these conveyors suitable for demanding environments like cooling lines.

ROLLER CONVEYORS
Roller conveyors provide efficient material handling, featuring options like gravity, chain-driven, and spiral conveyors. Straight roller conveyors
ensure smooth transport, while gravity spiral conveyors use natural force for energy-efficient vertical movement.
The double-lane spiral conveyor boosts
throughput by moving multiple products simultaneously. Durable and easy to integrate, roller conveyors are ideal for warehouses, production lines, and
shipping departments.

PNEUMATIC/ VACUUM CONVEYORS
Pneumatic/vacuum conveyors use air flow to transfer bulk solids, dry materials, and powders from one location to another.
These systems are designed for efficient, dust-free material handling in industries such as food, pharmaceuticals, and chemicals.
Pneumatic conveyors utilize pressurized air or gas, making them ideal for transporting delicate or fine materials over long distances
or through complex routes.

CONVEYOR COMPONENTS
Conveyor components include essential parts for building and maintaining efficient material handling systems. These components
range from gravity conveyor rollers, wheel bends, and chain guides to drive units, idler units, and plastic support bases.
We offer a wide selection of parts like flexible conveyor components, modular belts, plastic modular conveyor accessories, and
plastic support bases. Additionally, high-quality chains like flat top chains and flexible conveyor chains are available for
various industrial applications, ensuring durability and smooth operation in industries such as food, beverage, and logistics.